中国新型涂料网讯:
摘要:简述了船舶涂装的主要流程,对涂装中的几个重要问题提出了自己的看法。并介绍了美国Ameron公司的3种产品,对施工问题中的细节以图片形式作了介绍,指出应加强施工要求。
关键词:船舶涂装;防锈;分段涂装;舾装件涂装;腐蚀
Important Subjects in Marine Coating Process
Abstract:A brief marine coating process is described. Sevsral important subjects thereof are discussed. Three products by Ameron are introduced.The details during coating process are illustrated by photo.It is indicated that requirement should be enhanced during coating process.
Key Words:marinecoating;anti-rust;multi-step coating;ship outfit coating;corrosion
Key Words:marinecoating;anti-rust;multi-step coating;ship outfit coating;corrosion
0 引言
全球每年腐蚀带来的经济损失高达7000亿美元,占各国国民生产总值(GDP)的2 %~4 %,为世界上地震、台风、水灾等自然灾害综合损失的6倍。金属腐蚀及保护问题的研究已经过几个世纪了,成千上万的化学家,特别是电化学专家,一代又一代坚持不懈地探究着腐蚀机理、测定方法、防腐材料、涂装技术等。但是,时代和科学前进的步伐,仍然阻挡不了腐蚀这个科学的难题给人类带来的灾难和损失。
科学家虽然无法使腐蚀消失,但所研究的成果,从某种程度上可以阻止腐蚀的发生,例如使金属表面不能同时与水和氧相遇,可以减缓腐蚀反应的速率,可以预测腐蚀的速度进而预报物体(桥梁、建筑、武器、船舰、飞机等一切使用金属的物件)可安全使用的时间,提供维护的方法、材料。
本文将船舶涂装技术中的几个重要问题归结到一点,就是想提出一个“严格”的概念,即涂料技术的道理人人皆知,但施工从严的观念,在国内的各种防腐问题中仍需要长期地贯彻执行下去,直到我国的施工技术严格程度能与国际先进国家接轨为止。
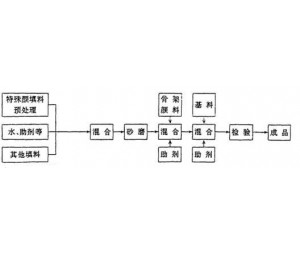
1 船舶涂装的主要流程
船舶涂装工艺需符合造船工艺的特定要求,一般分5个步骤进行:(1)铜材及相关合金的预处理,底漆保护及部分表面防腐加工;(2)分段涂装及在预舾装后的涂装处理;(3)船台涂装;(4)码头涂装;(5)舾装件涂装。
(1)第一步主要是机械性工作,校平→预热→抛丸→自动涂漆→后加热→运输。钢材的校平是保证船体线型及后续加工精度的第一步,一般是在七星辊或九星辊校平机上上进行。预热的目的是除去钢板表面水分、油污及其他细小的易挥发有机物,并保持一定的温度后,并保持一定的温度后使喷涂的涂料(主要是底漆)可迅速干燥。预热方法有热水喷淋法、液化气加热水、中频感应加热法等,这三种方法分别属于水、火、电三种方法。中频感应加热能能耗低,但不利除去灰尘及油污;液化气加热干净但受气源限制遥远地方难以实现;热水法除油及除垃圾效果良好,设备较复杂,占地面积大,因此各种方法各有利弊,但都要求达到40 ℃左右。
抛丸是预处理中重要的一步,不管是用铁丸、钢丸还是钢绞、钢砂处理,都希望能获得一个尽量光洁又平整(粗糙度小)的钢材表面,为后面的每一道工序及整个船体的使用寿命打下良好的基础。抛丸处理的同时立即进行底漆喷涂,从抛丸到喷底漆的过程中要特别注意环境(除尘要尽量完善,室内空气的湿度要求尽量低,二步之间时间间隔尽量短),目前一般均采用自动高压无气喷涂技术,并配有通风和去雾设备。喷涂完成后立即进入烘干系统,一般采用远红外辐射或蒸汽(不用明火)。
(2)第二步分为平面分段和立体分段2大类。分段涂装前的工作主要有确认船体构件的完整性,焊缝清理、分舱标记、水线水尺标记、机电管网、预舾件装、大接缝及不该涂漆的部件和构件的保护遮蔽,准备工作应细致、周密,然后按要求进行涂装,分段涂装后后到开始运输期间要先做安全检查,特别是挥发溶剂的浓度要符合国家相关安全卫生标准后才能才能搬动涂装件,涂装件在靠船台上的木墩前要用薄膜垫好后以避免在与木墩碰撞时损坏涂层。
(3)第三步是分段在船台上进行合拢直至船体下水这段时间中要进行的工序,其中大接缝的修补涂装,分段涂装后的被损坏部位的修补,舾装件的完整性再涂装。由于这个工序是在露天、海边进行,因此受环境、温度、风向、风力和湿度的影响较大,修补部分的涂装最终效果要尽量与本体部位的涂装效果一致。选加处要注意平滑,不能形成明显的梯度及涂膜的厚薄不均,对水线以下部位应确保全部完成并达到质量要求,因为下水后船体不再进坞。
(4)第四步是船坞下水到交船前这段时间内的涂装工作。这时必须对全船做完整性涂装,对不同涂层的交界处(水线和干舷区)要注意渗色、咬底、相互反应等现象。
船舶下水到进坞,水线以下区域开始受到海水、生物、化学(SO2等)等各种污染,致使船底的防污涂层变坏变质,因此必须对其表面加以清洗,但又不能损坏涂层。一些容易被锚链擦伤的部位必须从头补涂,而这些地方常常是一条新船首先出现腐蚀的地方。
(5)第五步是舾装件涂装,对桅杆、舱口盖、起货杆、管系附件、电缆导架、挟手、栏杆各种装饰品等经预处理,涂底漆才能上船,舾装件上传安装时,发生涂层破损,应用同类设计涂料按相同工艺要求修补。
2 船舶涂装中的几个重要问题
根据世界各国船舶及重防腐工程事故分析的情况来看,首要问题是表面处理。对于涂层防腐失效进行分析时,底材的处理常占50 %的因素,其余50 %是由于涂料达不到要求,涂层施工不符合要求。
2.1 表面处理问题
表面处理按标准进行后,消除了金属材料由内向外的腐蚀,适当的粗糙度可以使涂层与金属间的附着力提高,而不同的涂料对金属基体的渗透力不同,因此金属基体在处理时的粗糙程度也应随不同的涂料成膜物质不同,油性涂料渗透性强,表面应细腻些,而高粘度树脂作为成膜物质时,基体的表面应适当粗糙些。
不管是用化学磷化处理,还是用机械处理,其中最重要的是不能处理均匀,更不能有点状或短线性的处理空缺。这对于一个大型船体钢件要做到这一点是困难的,但在检查时必须十分严格,任何一个没有处理的小形成双电层,当这些被遗漏处理的地方被面涂覆盖后,表面上难以发现但电化学转移仍然会发生。实际工作中常常会疏忽一些细小的部位,但这些疏忽恰恰是导致重大事故的原因所在。
各国除锈标准见表1。
表1 全国除锈标准对照
Table1 Derusting standards in different country
|
SISO5 5900
瑞典
|
SSPC
美国
|
NACE
美国
|
BS-4232
英国
|
CB-3092
中国
|
DIN-18364
(1961)德国
|
AS-1627.4
澳大利亚
|
JSRA SPSS
日本
|
|
Sa3
|
SP-5
|
*1
|
一级质量
|
b1
|
3级
|
Sd3,Sh3
|
|
|
Sa2 1/2 |
SP-10
|
*2
|
二级质量
|
b2
|
除锈2级
|
2.5级
|
Sd2,Sh2
|
|
Sa2
|
SP-6
|
*3
|
三级质量
|
b3
|
除锈3级
|
2级
|
Sd1,Sh1
|
|
Sa3
|
SP-7
|
*4
|
1级
|
||||
|
St1
|
SP-3
|
t2
|
1977年
|
Pt3
|
|||
|
St2
|
t3
|
DIN-55928
|
|||||
|
St3
|
表面处理好之后涂料的选择也很重要,由于全球污染日益严重,海洋污染问题提到了国际公害的高度,因此选涂料问题既要考虑到防腐、防污质量,又要考虑环境影响,下面给出美国Ameron公司的3种涂料作为我国选用涂料时的参考。
本文导航:
- (1) 船舶涂装中的几个重要问题
- 下一篇:如何提高环氧地坪漆的耐油污耐磨性能
- 上一篇:铅铬颜料科普知识
扫一扫二维码,关注"中国新型涂料网"官方微信,尽享涂料天下事,玩转行业网络营销。

中国新型涂料网官方微信