粉末涂装是一种干燥的施工工艺。带静电的颜料与树脂的微粒喷涂到接地部件上,带电粉末就附着在部件表面直至固化箱中熔融并形成平滑的涂层。在粉末涂饰前,帯涂饰部件要经过预处理工艺、涂饰工艺及固化工艺。
从根本上来看,粉末涂料的施用有常规两种工艺:静电喷涂和流化床喷涂工艺。其他的涂饰工艺有火焰喷涂、等离子枪喷涂、无空气热喷及电泳沉积等。但它们的应用远远不及静电喷涂和流化床涂饰工艺广泛。
静电喷涂工艺
一、静电喷涂工艺原理
工艺粉末涂料静电喷涂技术采用的是粉末―空气混合物。在粉末进料斗中设置有一个小型的流化床以形成粉末―空气混合物。在某些情况下,进料斗的振动有助于防止粉末在进入输送线前发生堵塞或聚集。粉末通过一根软管被输送至喷枪中,喷枪的喷嘴由于高压直流电的输入而形成带电电极。
静电喷涂枪决定着粉末的喷涂方向,控制着沉积速度,控制着生成图案的尺寸、形状和喷涂密度,同时,喷枪也给正在喷出的粉末充电。喷枪可由手工操纵,也可固定在连续喷涂室的一侧或两侧而自动喷涂,或手工、自动来回交替进行喷涂。粉末涂料静电喷涂施工中使用收集器来回收过量喷涂的粉末。这些回收粉末的重新使用可大大提高粉末涂料的传输效率。在某些情况下,粉末是由于摩擦而带上静电的。这种方式的优点在于粉末可以自由地在零件全部表面上形成平滑的涂层。而且,对产品表面的凹处沉积也有改进。
二、静电喷涂工艺操作
在喷枪头部金属导流标上接上高压负极,被喷涂工件接地形成正极,使喷枪和工件之间形成一个较强的静电电场。当作为运载气体的压缩空气,将粉末涂料从供粉桶经粉管送到喷枪的导流杆时,由于导流杆接上高压负极产生的电晕放电,在其附近产生了密集的负电荷,使粉末带上负电荷,并进入了电场强度很高的静电场,在静电力和运载气体的双重作用下,粉末均匀地飞向接地工件表面形成厚薄均匀的粉层,再加热固化转化为耐久的涂膜。
涂层厚度依赖于粉末的化学性质、预加热温度和停留时间。对冷产品,厚度一般为1.5 - 5.0密耳(37.5 - 125 µm)。如果产品能稍稍加热,一次性喷涂厚度可达到20-25密耳(500 - 625 µm)。
流化床工艺
流化床的工作原理是用均匀分布的细散空气流通过粉末层,使粉末微粒翻动呈流态化。气流和粉末建立平衡后,保持一定的界面高度。将需涂敷的工件预热后,放入粉末中,即可得到均匀的涂层,最后加热固化(流平)成膜。
流化床涂装工艺是一个简单的浸涂工艺,有常规法和静电法。
在常规流化床涂装工艺中,流化床就是一个带有多孔底板的槽罐,在多孔板下面不断充气使得低压气流均一地通过多孔板,不断上升的空气将粉末微粒围住并使其悬浮在气流中而形成粉末―空气混合物,这种粉末空气混合物就象正在沸腾的液体一样,如下图所示。将预先加热到粉末熔融温度以上的制品浸渍到流化床中,粉末熔化并形成连续涂层。采用高的传送效率,涂装过程中就不存在滴落现象,拖带现象也几乎没有。

流化床粉末涂装技术应用于复杂成型制品的涂装,一次浸涂就可获得均一、较厚的涂层,涂层的厚度为3-10密耳(75 - 250 µm)。采用更高的制品预热温度,通过多次浸涂,可以获得100密耳(2500 µm)厚的涂层。浸涂次数(Dipping time)及浸涂温度对涂层厚度(Film thickness)的影响如下图所示。

对流烘箱可采用气或电加热。在烘箱中,热空气环绕在涂装部件的周围并使其达到设定温度。紫外辐射固化一般作用于热敏性基材。特定配方的紫外光固化粉末涂料可在很低的温度(121°C)熔融并流动,经紫外线辐射,几秒钟即可固化。
红外箱亦可以气或电作能源而产生红外线辐射。辐射的能量被粉末所吸收,而在粉末下面的基材又直接与粉末相接触,这样整个部件就不需要加热到其所需的标准固化温度。当红外辐射一定时间后,粉末就会以相对较快的速度流动并固化。对流与红外联用一般分为两个区(或两个阶段),第一区是红外辐射,用以迅速使粉末熔融(这种工艺被称之为近红外固化;另外,该类特殊配方的粉末涂料具有迅速吸收红外线的优势);第二区是对流烘箱区,在这里来自第一区的部件涂层固化完全。
|
加热/ 固化 |
温度, °C |
总固化时间,min |
基材 |
|
常规热固性粉末涂料 |
|||
|
|
|||
|
对流 |
|||
|
|
140-220 |
30-15 |
金属 |
|
红外辐射 +对流 |
140-220 |
25-10 |
金属 |
|
红外辐射 |
160-250 |
15-1 |
金属 |
|
紫外光固化粉末涂料 |
|||
|
红外 / 对流 (1-2 min) 和紫外光辐射固化(s) |
90-120 |
3-1 |
金属、木材、塑料及其它 |
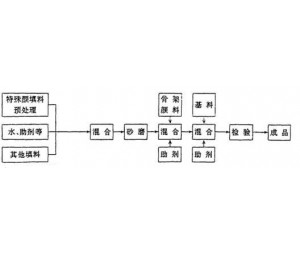
施工工艺流程
前处理一干燥除去水份一喷涂一检查一烘烤一检查一成品
粉末涂料施工要求
(1)为使粉末涂装的特性能充分发挥和延长涂膜使用寿命, 破涂物表面首先严格进行表面前处理
(2)喷涂时,被涂物须完全接地,以增加粉末涂装的喷着效率
(3)对有较大表面缺陷的被涂物, 应涂刮导电腻子, 以保证涂膜的平整和光滑感
(4)喷涂后物件物件需进行加热固化、固化条件以粉末产品技术指标为准 但必须充分保证其固化温度和时间,避免固化不足造成质量事故。
(5)喷粉后立即检查, 若发现缺陷应及时处理,若固化后发现缺陷,其范围小仅局部而不影响,被涂物表面装饰,可用同色粉末加丙酮稀释后进行修补,如果范围大又影响表面质量,则用砂纸打磨后,再喷涂一次或用脱漆剂去掉涂层, 再重新唢粉。
(6)回收粉须经过筛选除去杂物后,按一定比例与新粉混合作用。
(7)供粉桶、喷粉室及回收系统应避免其它不同颜色粉末的污染,故每次换色时一定要吹扫干净。
粉末涂料喷涂施工要求:
(1)喷粉时输入气压不宜太大,一般控制在0.5~1.5kg/cm2为好。静电电压也不宜过高,一般控制在60~70Kv左右。电压太高,会使附在工件表面的粉末发生反弹现象出现麻坑。流平欠佳等缺陷。
(2)喷粉要注意保证涂膜的厚度,一般控制在70~100μm之间
(3)固化时必须按规定的温度和时间进行烘烤。
粉末涂料的保管和取用:
1、远离火源、避免日光直接照射,应置于通风良好,温度在35℃以下场所。
2、避免存放在易受水,有机溶剂,油和其它材料污染的场所。
3、粉末涂料用后勿随意露于空气中,应随时加盖或匝紧袋口避免杂物混入。
4、避免皮肤的长期接触,附着于皮肤的粉末应用肥皂水冲洗干净,切勿使用溶剂。
粉末涂装施工场所的安全:
l、涂装作业使用设备均要完好的接地消除静电。
2、避免涂装机无端放电现象
3、喷粉室内,浮游粉尘的浓度尽量控制在安全浓度以下,避免粉尘着火爆炸的危险。