1、 汽车涂装技术
1.1 汽车涂装的定义
涂装是产品表面保护和装饰所采用的最基本的技术手段,涂装作业遍及国民经济的各个部门。汽车涂装是指将涂料均匀涂覆在车身覆盖件表面上并干燥成膜的工艺。
1.2 汽车涂装的作用
( 1) 保护作用:由于汽车特殊的生存环境: 风吹日晒、雨淋石击, 要求汽车有一定的防腐性能、防锈、耐潮湿、耐高温和使用寿命。某些特殊涂料还能起防震、消声、隔热的作用。
( 2) 它的涂饰作用由于汽车不停地穿梭在公路、在城乡, 人们希望它能给生活带来色彩斑澜, 希望汽车美观舒适、色泽诱人。
汽车涂装的基本要素
无论是汽车制造涂装还是汽车修补涂装,其核心都是涂装材料、涂装工艺、涂装设备、涂装环境和涂装管理这五个主要影响要素。
2、 汽车涂料概论
2.1 汽车涂料
汽车涂料系指各种类型汽车在制造过程中与涂装线上使用的涂料以及汽车维修使用的修补涂料。在汽车工业发达的国家,汽车涂料的产量占涂料总产量的20%。这就要求汽车涂料具有以下特性:
(1) 漂亮的外观。现在轿车上多使用金属闪光涂料和含有云母珠光颜料的涂料,使外观看上去更加赏心悦目,给人以美感。
(2) 极好的耐候性、耐磨性,要求在各种温度、暴晒及风雨侵蚀的条件下,漆膜的使用寿命不低于汽车本身的寿命,一般大于10年。
(3) 极好的施工性和配套性。要求各涂层之间附着力好,无缺陷。极好的机械性能。适应汽车的高速、多震和应变。
(4) 极好的耐擦洗性和耐污性。要求耐毛刷、肥皂、清洗剂清洗与其他常见的污渍接触后不留痕迹。
(5) 良好的可修补性。
2.2 汽车涂料分类
按涂装对象的不同,汽车漆可分:①新车原装涂料;②汽车修补漆。
按在汽车上的涂层由上到下分类:①汽车用底漆,现在多为电泳漆;②汽车用中间层涂料,即中涂;③汽车用底漆;④汽车用面漆,一般指实色面漆,不需要罩光;⑤汽车用罩光清漆;⑥汽车修补漆。
按涂料涂装方式分类:①汽车用电泳漆;②汽车用液体喷漆;③汽车用粉末涂料;④汽车用特种涂料如PVC密封涂料;⑤涂装后处理材料(防锈蜡、保护蜡等)
2.3 常用涂料
现今全世界90%以上的汽车车身采用CED 涂料,为适应环保节能的要求,已实现了低温化、低VOC化、无铅化及低加热减量化,开发了高泳透力、锐边耐蚀型等CED 涂料。为进一步简化工艺、降低涂装成本,正在开发研究超高泳透力CED 涂料和耐候性(耐UV) 优良的CED涂料。
为使汽车车身内表面的阴极电泳涂膜厚度达到10μm (耐蚀性要求的膜厚),习惯做法是延长电泳时间(由3min 增到4~5min),提高电泳电压和车身外表面的膜厚。目前,PPG 公司与丰田公司合作,正在开发超高泳透力涂料。丰田公司要求车身内腔膜厚10μm,外表面达到15μm。这样既可以减少涂料的使用量,也可减少VOC的排放量。现在涂装成本可降低10%,目标是降低20%。
为确保CED 涂料的耐蚀性,多使用环氧树脂,它易受光老化,耐侯性不佳。为适应简化工艺,无中涂的两涂层涂装体系的需要,开发采用表面平滑性好的耐侯性(耐UV) CED 涂料。2005年,欧洲已全部使用无铅电泳漆,到2015 年,将全部转向耐侯性(耐UV)电泳漆。
化条件为温度110~140℃,加热10~15min 或随中涂、面漆一道烘干。在轿车车身涂装工艺中,PVC涂料作为填密缝隙用密封胶和车底涂料,以提高车身的密封舒适性和车身底板的耐蚀性和抗石击性。日本丰田公司正在开发湿气固化(Moisture cure) 聚氨酯系列车底涂料,是一种橡胶型弹性变形材料,不含PVC、重金属和溶剂,是自干型,不需烘干。在车身涂装合格后涂布。它具有耐崩裂性和防声阻尼功能。
汽车涂装中排出的VOC 主要来源于涂料和喷具的清洗,在汽车涂装线上VOC的排出比例中,中涂和面漆分别占到了19%和36%,两者在VOC 排放量中占全部排放量的55%。属于环保型涂料的有水性涂料、粉末涂料和超高固体份涂料。为了适应不断提高的环保节能的要求,目前,中涂和面漆开始向简化工艺方向发展。
2.4 最新涂料
2.4.1 耐候性阴极电泳底漆
国外涂料开发商开发了耐候性阴极电泳漆。目前有两种技术路线可以提高电泳漆的耐候性能。耐紫外线(UV)阴极电泳漆和分层阴极电泳漆。
耐UV阴极电泳漆通过调整涂料配方,将原有的芳香族异氰酸酯改换成脂肪族异氰酸酯,并加入UV稳定剂和UV稳定的颜料来提高耐候性能。耐UV阴极电泳漆的开发是一个技术进步,已在国外某生产线上得到了应用。分层阴极电泳漆的主体树脂是环氧树脂和耐候性树脂的混合。在漆膜烘烤过程中,不同的成分通过分层电沉析体现各自的机能,上层具有高耐候性能,下层具有高防腐性能。目前已在日本轻型车和商用车生产线上得到了应用。
紫外(UV)和热双固化清漆就是最近几年开发出来的新品种。近几年开发的UV和热双固化罩光清漆用于汽车外表面涂装,在环保、节能、涂膜性能(外观装饰性、耐酸雨和抗划伤性)和涂装成本等方面都有较强的竞争力。日本已有采用UV和热双固化涂料的摩托车零部件生产线。该清漆可同时用于金属件和非金属件,生产线修补也可使用。新开发的UV和热双固化清漆具有以下特征。
a . 双组分、固体分高(>70%)。
b.与专用的聚异氰酸酯齐聚物组合,在涂布过程中有效组分能很好混合。
c.根据需要可高温(
d.无UV固化的内表面和阴影部位也具有较好的性能。
e.施工范围宽,更有利于生产线使用。双固化型清漆在施工工艺、涂膜性能、经济性和环保等方面有很多的优点。
3、先进的涂装设备
3.1 前处理、电泳输送设备
前处理和电泳是汽车涂装的重要环节,也是涂装车间的耗水大户和产生污水的主要环节。与传统输送方式的涂装生产线相比,采用先进的翻转式前处理、电泳输送设备的涂装生产线在经济性和环保方面都有较大的优势。
3.2 新型的漆雾捕集装置
现代化的喷漆室是涂装车间耗能最多的设备之一。为适应清洁生产、节能/减排和可持续发展的时代要求,必须对喷漆室的能耗大、耗水、废弃物多和运行成本高等不足之处进行重大改进。目前,由德国两大涂装设备公司开发的新一代漆雾捕集系统为解决上述问题提供了新的解决方案,新的漆雾捕集系统与传统的湿式漆雾分离装置完全不同。新一代漆雾捕集系统应用了最新的分离技术,除净喷漆室排风中的漆雾时,不再需要将水作为漆雾的捕集介质,无需漆雾水洗装置和循环水处理装置,漆雾捕集后可直接收集,不需要复杂的漆渣处理系统及相应的化学药品(絮凝剂),在节省水和能源的同时简化了漆雾捕集装置的设备结构。新一代漆雾捕集系统与涂装机器人配套使用,喷漆室的排风不需追加过滤就可直接供自动喷涂段再循环使用,不需向该部分喷漆室供给全部新鲜空气。
3.3 自动喷涂系统
在欧洲的大众、奔驰和宝马等汽车生产厂,无论是车身内表面还是外表面的喷涂,基本上都是通过机器人自动静电喷涂来完成。。
3.4 机器人系统的其他应用
德国杜尔公司正在试验通过机器人完成鸵鸟毛擦净工作。以往的鸵鸟毛擦净使用的都是类似于往复机的设备,对车身的仿形效果较差,有擦不到的死角。使用机器人作为仿形工具,车身的仿形精度有较大提高,因而可以提高擦净质量。另外,还看到处于开发过程中的机器人打磨设备,表明杜尔公司正致力于把机器人技术应用到更多的涂装环节中。
4 涂装工艺
4.1 汽车涂装工艺特点
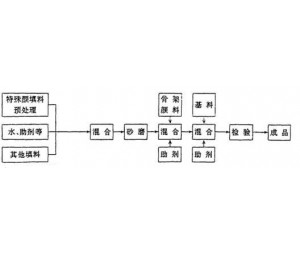
汽车的涂装工艺,一般可分为两大部分:一是涂装前金属的表面处理,二是涂装的施工工艺。表面处理主要包括清除工件表面的油污、尘土、锈蚀以及进行修补作业时旧涂料层的清除等,以改善工件的表面状态。包括根据各种具体情况对工件表面进行机械加工和化学处理,如磷化、氧化和钝化处理。
4.2 节能环保新工艺
前处理电泳逆流循环技术包括脱脂液的除铁屑及废液回收利用工艺、脱脂槽液除油工艺、前处理水洗工序的逆流工艺、前处理后冲洗水循环再生工艺和超滤技术开发利用及电泳后冲洗工艺。在汽车工厂内,涂装车间是耗水大户,而在涂装车间,前处理排水量占据整个车间排水量的80%以上,由此可见,要降低涂装车间水的污水排放量,就必须从前处理工序后冲洗的工艺改进着手。为满足日益苛刻的环保法规,目前欧美国家先进的车身电泳线后清洗工艺已经开始普遍采用R O反渗透技术,实现电泳涂装系统封闭,电泳涂料的利用率达到99%以上,车身电泳涂装对生态环境的污染得到有效控制;国内车身电泳线后清洗工艺相比发达国家有一定差距,一般采用上述的第2种工艺。国内近期投建的车身涂装线已开始使用R O反渗透技术,与D I-R O系统相比E D-R O系统使用的反渗透膜造价高,易被U F液中的小分子树脂污染。
4.2.2 三喷一烘取代三喷二烘工艺
3C1B工艺为保证涂膜具有良好的外观,必须保证涂膜中有足够的溶剂,以便涂膜良好的流平,但又不会导致3层涂膜互相回融,所以通常在中涂特别是色漆后面添加预烘烤工艺。但
4.2.3 新型环保水性涂料的应用
为适应国家相关的法律法规要求,满足国家规定的最低V O C排放标准。新型水性涂料应用技术减少溶剂的使用和排放,降低了对环境造成的污染。面漆采用水性中涂+水性色漆+高固含、低溶剂含量清漆。目前欧洲70%以上的汽车涂装生产线均采用水性涂料施工工艺,美国60%以上的汽车涂装生产线均采用水性涂料施工工艺,日本70%以上均采用水性涂料施工工艺或
5.汽车涂装质量控制
5.1 为了更好地控制涂装车间的生产质量,涂装车间开发出一系列的质量控制
指标,作为监控质量的KPI指标,如:油漆车身直行率、PVC 直行率、油漆AUDIT、NAP值、底漆打磨点、中涂打磨点、面漆打磨点、整车AUDIT 中油漆扣分等,并对这些指标进行了量化;为保证以上质量指标的顺利实现,涂装车间从人、机、料、法、环及过程监控等几个方面建立了良好的指标保障体系。
5.1.1 人的方面:新员工进厂前对其进行质量意识的培训;在生产的过程中,
通过开展“师傅教徒弟”、“车间主任授课周”等各种各样的培训来增强员工的质量观;开展“QC 活动方法”、“防错技术应用”等在解决质量问题时常用方法的培训;通过“走出去、请进来”等方式,让员工接受质量五大手册、质量体系审核、专用质量工具及其它公司优秀的质量改进方法的培训和学习。
5.1.2 设备方面:良好的设备是保证良好质量的前提。轿车生产中,涂装工艺
的设备较多,需要对每台设备制作《设备操作维护保养作业指导书》,通过定期的设备润滑,维护保养,保证设备
5.1.3 料的方面:涂装的大多数工序都要接触化学品,如前处理、电泳、PVC、
喷蜡、输调漆及后处理,因此化学品加入量的多少能直接影响槽液的稳定性,对各种化学品加入量的监控对涂装质量的控制显得尤为重要。
6、 汽车涂装的发展趋势
涂料·涂装一体化新的经营理念在汽车涂装领域已得到体现,即由专业化公司(如涂料公司、涂装设备公司等)来管理或总承包汽车厂的涂装生产线,不再以涂装材料的消耗量来结算,而是以涂装的合格产品为结算依据,也就是说由涂料转换成涂膜成为涂料公司的产品