电泳涂装是金属涂装的一种工艺。在电泳涂装工艺中,使用水溶性涂料对待涂装的工件作槽浸渍法处理。
电泳涂装和其它表面涂装工艺相同,由于电泳涂装(或被称作为E-Coat)的一些独特的优点,所以在有些涂料品牌涂装应用中它是一种最佳的选择方法。
(1) 电泳涂装设备:
由电泳槽、备用槽、循环过滤系统、超滤系统、极液循环系统、换热系统、电装设备、直流电源、电泳补加装置、冲洗系统及控制柜等组成。
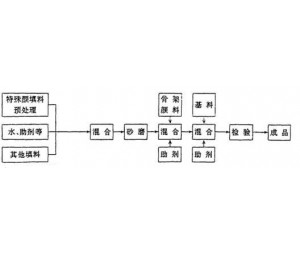
(2) 电泳涂装的工艺过程如下:
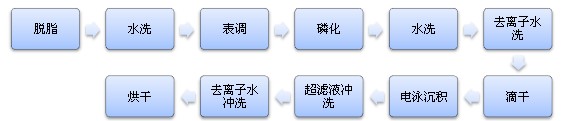
电泳前经漆液处理后,要求工件表面无任何油污;磷化膜要求晶粒细致,薄而均匀;浸入电槽前的工件表面所沾水的电导率不大于30µs/cm;在带电入槽电泳时,工件表面不得挂有水珠,可采用压缩空气吹掉水珠,要求更高时可采取烘干;电泳漆膜的烘干应经30℃~40℃闪干,60℃~100℃、10min低温预烘干,然后于180℃工艺温度彻底固化,以免产生爆孔和二次流痕。
(3) 电泳涂装施工,参数要求如下:
① 电泳原漆的2一般在40%~60%,槽液固体分阳极电泳漆为10%~15%、阴极电泳漆为20%。
② 一般来说,阴极电泳漆的pH值5.8~6.7,阳极电泳漆的pH值7.5~8.5.对阳极电泳漆来说,pH值的进一步升高还会造成树脂水解使稳定性变劣;而阴极电泳漆pH值的进一步降低使设备腐蚀变得极为严重。pH>5.8时,可采用不锈钢材料来避免设备腐蚀问题。
③ 阴极电泳漆液的温度在1000~2000µm/cm,阳极电泳漆液的电导率则较高。电导率的控制范围一般为±300µm/cm、
④ 一般阳极电泳漆液的温度在20℃~25℃,阴极电泳漆液的温度在28℃~30℃,而厚膜型阴极电泳漆则在30℃~35℃之间。
⑤ 电泳涂漆的极间距离一般在150~800mm之间,对于零部件可采取30mm,车身等大部件可取50mm,简单形状的工件极距可以缩短。
(4) 电泳涂装的适用范围:
适用于大批量流水线生产防腐性能要求高的工件涂装,如汽车、机械产品、化工设备、飞机、船舶、电动机等。