



1 范围
本标准规定了摩托车塑料件用涂料的产品分类、要求、试验方法、检验规则、标志、包装、运输及贮存、安全、卫生规定等内容。
本标准适用于摩托车塑料件表面涂饰的涂料。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的应用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1723-1993 涂料黏度测定法
GB/T 1724-1979(1989) 涂料细度测定法
GB/T 9271-2008 色漆和清漆 标准试板
GB 1729-1989 漆膜颜色及外观测定法
GB/T 1733-1993 漆膜耐水性测定法
GB/T 1734-1993 漆膜耐汽油性测定法
GB/T 1740-2007 漆膜耐湿热测定法
GB 1764 漆膜厚度测定法
GB/T 1766-2008 色漆和清漆 涂层老化的评级方法
GB 1767 漆膜耐候性测定法
GB/T 1769 漆膜磨光性测定法
GB/T 1865-2009 色漆和清漆 人工气候老化和人工辐射曝露 滤过的氙弧辐射
GB/T 3186-2006 色漆、清漆和色漆与清漆用原材料取样
GB/T 6739-2006 色漆和清漆 铅笔法测定漆膜硬度
GB/T 6751-1986 色漆和清漆 挥发物和不挥发物的测定
GB/T 6753.3-1986 涂料贮存稳定性试验方法
GB 9273 漆膜无印痕试验
GB 9274-1988 色漆和清漆 耐液体介质的测定
GB 9278 涂料试样状态调节和试验的温湿度(GB/T9278-1988,eqv ISO3270:1984)
GB/T 9286-1998 色漆和清漆 漆膜的划格试验
GB/T 9750-1998 涂料产品的包装标志
GB/T 9754-2007 色漆和清漆 不含金属颜料的色漆漆膜20°、60°和85°镜面光泽的测定(eqv ISO2813-1994)
GB/T 9761-2008 色漆和清漆 色漆的目视比色
GB 1250-1989 极限数值的表示方法和判定方法
GB/T 13491-1992 涂料产品包装通则
3 产品分类
产品包括底漆、色漆和清漆。底漆为用于增强上涂层与塑料件的附着、和/或增加塑料件导电性、和/或遮盖塑料件瑕疵等,并直接涂装于塑料件上的涂料;色漆为用于展现涂膜色彩,涂装于底漆涂膜上或直接涂装于塑料件上的有色涂料;清漆为用于调整涂膜光泽及增强涂膜理化性能,涂装于色漆涂膜上的透明涂料。
摩托车塑料件涂装的底漆分为热塑性丙烯酸底漆和聚氨酯底漆(分装)(用于PP塑料涂装时,也可以使用热塑性氯化聚丙烯底漆);色漆分为热塑性丙烯酸漆和聚氨酯漆(分装),清漆分为聚氨酯清漆(分装)或辐射固化清漆。
摩托车塑料件涂装的涂料配套体系中,底漆、清漆是否使用应根据不同的摩托车塑料件涂装要求而定。
4 要求
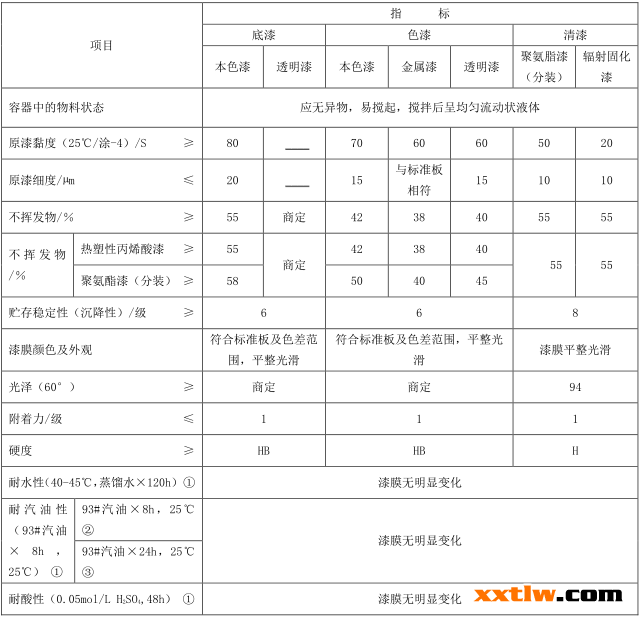
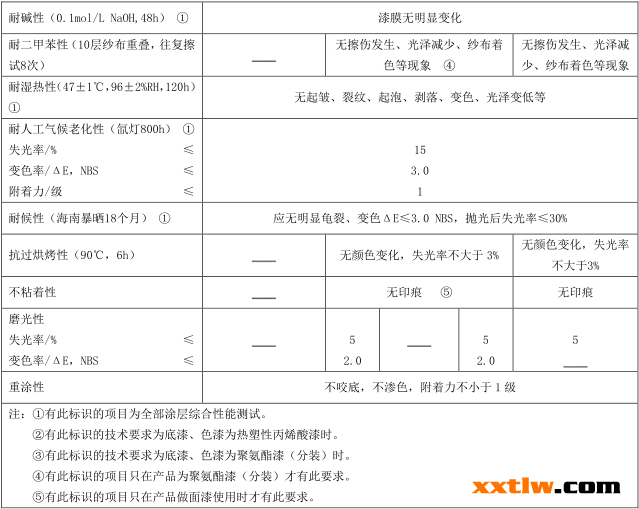
产品性能应符合表1技术要求
表1 技术要求
5 试验方法
5.1 取样
产品按GB/T 3186-2006进行取样,取样量根据检验需要确定。
5.2 试验环境
试板的状态调节和试验的温湿度应符合 GB/T 9278 的规定。
5.3 试验样板的制备
在对漆膜性能测试时,除对铅笔硬度、抗过烘烤性项采用在马口铁板上制备漆膜外,其它各项均采用相应的塑料板(ABS板采用LG-121H做标准材质,PP板采用商定材质做标准材质)制备漆膜。喷涂好的样板于70℃下烘干3小时,再按GB 9278 规定进行状态调节。控制单层漆膜厚度为25±3µm。
标准试板按 GB 9271 规定进行,漆膜厚度按 GB 1764 规定进行。
5.4 在容器中状态
按GB/T 3186-2006中4规定进行。
5.5 原漆黏度
按GB/T 1723-1993规定进行。
5.6 原漆细度
按GB/T 1724-1979(1989)规定进行。
5.7 不挥发物
按GB/T 6751-1986规定进行。
5.8 贮存稳定性
按GB/T 6753.3-1986规定进行。
5.9 漆膜颜色及外观
按GB/T 1729-1989规定进行。
5.10 光泽
按GB/T 9754-2007规定进行。
5.11 附着力
按GB/T 9286-1998,2mm格规定进行。
5.12 铅笔硬度
按GB/T 6739-2006规定进行。
5.13 耐水性
按GB/T 1733-1993规定进行。
5.14 耐汽油性
按GB/T 1734-1993规定进行。
5.15 耐酸性
按GB 9274-1988规定进行。
5.16 耐碱性
按GB 9274-1988规定进行。
5.17 耐二甲苯性
5.17.1 试验材料
5.17.1.1 砝码:重量为500g的砝码,施力面直径为48±1mm。
5.17.1.2 纱布:医用纱布。
5.17.1.3 测试液:工业级二甲苯。
5.17.2 测试温度
测试温度应在(23±2)℃进行。
5.17.3 测试程序
在砝码施力面上包10层纱布,将纱布浸入适当数量的试液,然后将多余液体滴干,将砝码放在试板上,让蘸有试液的纱布在试板在受试期保持与试板接触,并且至少离试板边缘12mm。让砝码在试板上往复移动,测试时间在10秒钟内完成。
5.18 耐湿热性
按GB/T 1740-2007规定进行,按GB/T 1766-2008进行评级。
5.19 耐人工气候老化
按GB/T 1865-2009规定进行,按GB/T 1766-2008进行评级。
5.20 耐候性
按GB 1767规定进行。
5.21 抗过烘烤性
按规定的烘烤温度和时间进行测试,记录测试前后的颜色和光泽值并进行对比。
5.22 不粘着性
按 GB 9273 规定进行。测试用砝码为 100g。测试温度为(45~47)℃。测试时间为 2 小时。
5.23 耐抛光性
按GB/T 1769规定进行。底材选用本标准规定材质的50×120×2-3mm的ABS板。磨光次数为100次。颜色按GB/T 9761-2008的规定进行测试。光泽按GB 1729-1989中60°光泽的规定进行测试。
5.24 重涂性
5.24.1 试验材料
5.24.1.1 试板:按5.1.5制备试板,将需测试的产品的涂膜局部用600#水砂纸打磨且打磨穿,再用水
洗净凉干。
5.24.1.2 重涂涂料:用于重涂的涂料,应与原涂层为同一生产厂的同种型号的涂料。
5.24.2 试验程序
5.24.2.1 重涂:在试板上涂装重涂涂料。涂覆条件应符合涂料产品技术说明书的规定。涂覆膜厚不超过原涂层的50% 。
5.24.2.2 测试结果:待涂覆的新涂膜干燥后,观察是否出现咬底、渗色现象,并按5.11测试新涂膜在原涂膜上的附着力。
6 检验规则
6.1 检验分类
产品检验分为出厂检验和型式检验。
6.2 出厂检验
容器中的物料状态、原漆细度、原漆黏度、不挥发物、漆膜颜色及外观、附着力、硬度、光泽。
6.3 型式检验
本标准所列全部技术要求项目均为型式检验项目。在正常生产条件下,至少一年进行一次型式检验。
有下列情况之一时应随时进行型式检验:
——新产品最初定型时;
——产品异地生产时;
——生产配方、工艺、关键原材料及施工配比有较大改变时;
——停产三个月后又恢复生产时。
6.4 判定及复验规则
检验结果的判定按 GB 1250-1989 中修约值比较法执行。
所有项目的检验结果均达到本标准技术要求时,该产品为符合本标准要求。生产厂应保证所有出厂产品都符合本标准要求,产品应有合格证,必要时另附使用说明书及注意事项。
接受部门有权按本标准的规定对产品进行检验,如发现质量不符合本标准要求规定时,供需双方共同重新取样进行复验,复验结果全部达到标准要求时判定该批产品合格,否则判定该批产品不合格。
7 标志、包装、运输及贮存
7.1 标志
按GB/T 9750-1998的规定进行。
7.2 包装
按GB/T 13491-1992一级包装要求的规定进行。
7.3 运输
产品在运输时,应防止雨淋,日光暴晒,并应符合有关规定。
7.4 贮存
产品应贮存于清洁、干燥、密封的容器中,装量不大于容积的95%。产品贮存时应保证通风、干燥、防止日光直接照射,并应隔绝火源,远离热源。在产品的包装标志上明示贮存期。超过贮存期可按本标准规定的项目进行检验,如结果符合要求,仍可使用。
8 安全、卫生规定
该产品含有有机溶剂,属易燃液体,并且有一定的毒害性,施工现场应注意通风、采取防火、防静电、预防中毒等安全措施,遵守涂装作业,安全操作规程和有关规定。



