



ХйЛЈАхзїЮЊвЛжжгУЭОЙуЗКЕФШЫдьАхЃЌОпгаЙуРЋЕФЗЂеЙЧАОАЁЃЭЌЦфЫќШЫдьАхвЛбљЃЌХйЛЈАхОпгаНкдМФОВФЁЂИФЩЦФОВФадФмЁЂСгВФгХгУЁЂЬсИпФОВФзлКЯРћгУТЪЕШгХЕу Ѓл1ЃнЁЃЫцзХШЫУЧЛЗБЃвтЪЖЕФВЛЖЯдіЧПЃЌЖдгкХйЛЈАхЕФЭтБэзАЪЮадФмвВЬсГіСЫИќИпЕФвЊЧѓЁЃЗлФЉЭПСЯвђЦфЗћКЯ“4E”ддђЃл2ЃнЃЌЙЪРћгУЗлФЉЭПСЯЭПзАХйЛЈАхГЩСЫвЛжжЧїЪЦЁЃХйЛЈАхгЩгкБэУцДцдкзХИїжжЙЕВлЁЂЕМЙмЁЂЙмАћЁЂФОЩфЯпЕШЃЌвЛЗНУцЛсв§Ц№БэУцВЛЦНећЃЌСэвЛЗНУцвВЛсдьГЩЗлФЉЭПСЯЕФСїеЙадВюЧвВЛОљдШЁЃвђДЫЃЌЖдХйЛЈАхЕФБэУцзїЗлФЉЭПзАвЊБШЖдН№ЪєВФСЯВйзїРЇФбЕУЖрЁЃБОЪЕбщЭЈЙ§жЦБИЕЭЮТЙЬЛЏЗлФЉЭПСЯЃЌгХЛЏЗлФЉХфЗНЃЌЖдХйЛЈАхБэУцНјааЩАЙтЁЂЛњаЕФЅбЙКЭЛЏбЇДІРэЃЌбаОПСЫЦфгІгУадФмЁЃ
1·ЪЕбщВПЗж
1ЃЎ1 жївЊдВФСЯ
ЕЭЮТЙЬЛЏОлѕЅЪїжЌTS4613ЃКеуНЬьЫЩаТВФСЯЙЩЗнгаЯоЙЋЫОЃЛЛЗбѕЪїжЌEЃ12ЃКЙЄвЕЦЗЃЌЛЦЩННѕЗхЪЕвЕгаЯоЙЋЫОЃЛАВЯЂЯуЃЈЯћХнМСЃЉЃКФўВЈФЯКЃЛЏбЇгаЯоЙЋЫОЃЛGLP588ЃЈСїЦНМСЃЉЃКФўВЈФЯКЃЛЏбЇгаЯоЙЋЫОЃЛGLP701ЃЈЙтССМСЃЉЃКФўВЈФЯКЃЛЏбЇгаЯоЙЋЫОЃЛХйЛЈАхЃЈ4cm×8cmЃЉЃКИЃНЈИЃШЫФОвЕгаЯоЙЋЫОЃЌ120×75×12mm3ЃЌКЌЫЎТЪЮЊ9ЃЎ5ЃЅЁЋ11ЃЎ0ЃЅЃЛ801НКЃКЮфККЯМЙтзАЪЮЭПСЯгаЯоЙЋЫОЃЌжївЊГЩЗжЮЊОлввЯЉДМЃЋЫѕОлФђШЉЪїжЌЃЛ600ЃЃЩАжНЃКЩЯКЃЩАжНГЇЃЛX8126ЯГДВЃЈДјФЅбЙХЬЃЉЃКзджЦЃЛ15ЃЅNaOHЃКзджЦЃЛОлДзЫсввЯЉШщвКНКЃЈАзНКЃЉЃКМЮЩЦЛЊЬЮжњМСГЇЃЛЪЏРЏЃКЙужнЪаПЦФсЛЏЙЄгаЯоЙЋЫОЁЃ
1ЃЎ2 ЪдбљЕФжЦБИ
НЋОлѕЅЪїжЌTS4613ЁЂЛЗбѕЪїжЌЃЈEЃ12ЃЉЁЂбеСЯЁЂЬюСЯЁЂСїЦНМСЁЂЭбЦјМСЁЂЙЬЛЏДйНјМСЕШАДХфЗНСПЃЈМћБэ1ЃЉМгШыХфСЯШнЦїжаЃЌГфЗжНСАшОљдШКѓЃЌОМЗГіЛњШлШкМЗГіЁЂЗлЫщЃЌЙ§180ФПЩИЃЌМДЛёЕУЗлФЉЭПСЯЃЌНЋЦфОВЕчХчЭПгкбљАхЩЯЃЌдйНЋбљАхжУгкКьЭтЙЬЛЏЯфФкЕУЙЬЛЏЭПФЄЁЃ

1ЃЎ3 вЧЦїЩшБИ
Q2000аЭDSCВюШШЗжЮівЧЃКУРЙњTAвЧЦїЙЋЫОЃЛKYKYЃ1000BаЭЩЈУшЕчзгЯдЮЂОЕЃКББОЉжаПЦПЦвЧЁЃ
2·НсЙћгыЬжТл
2ЃЎ1 ЕЭЮТЙЬЛЏЗлФЉЭПСЯЬхЯЕШЗЖЈ
БОЪЕбщЭЈЙ§DSCВюШШЗжЮівЧЃЌвдПебљЦЗХЬзїВЮБШЃЌЕЊЦјБЃЛЄЃЌЩЈУшЩ§ЮТЫйТЪЗжБ№ЮЊ5ЁЂ10ЁЂ15ЁЂ20ЁцЃЏminЃЌвдШЗЖЈЫљжЦБИЗлФЉЭПСЯЮЊЕЭЮТЙЬЛЏЗлФЉЭПСЯЃл3Ѓ4ЃнЁЃ
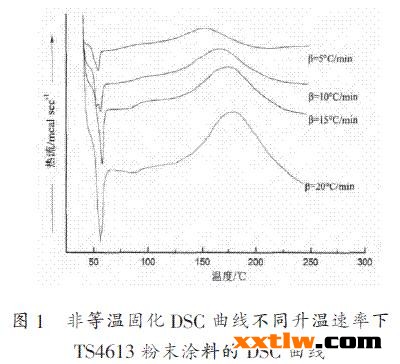
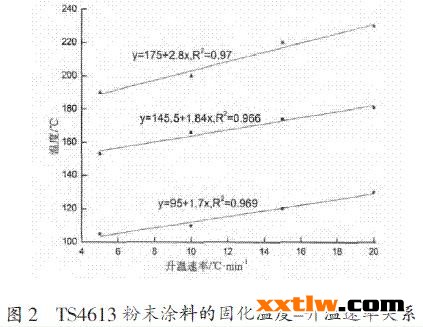
ДгЭМ1ПЩжЊЃЌЫцзХЩ§ЮТЫйТЪЬсИпЃЌЗлФЉЭПСЯЕФЙЬЛЏЦ№ЪМЮТЖШToЁЂЗхжЕЮТЖШTpКЭЗхжЕЮТЖШTfОљЯђИпЮТЗНЯђвЦЖЏЃЌгУβЗжБ№ЖдToЁЂTpКЭTfзїЭМ2ЁЃЭтЭЦЗЈЕНβЃН0ЃЌПЩЛљБОЕУЕНИУЗлФЉЬхЯЕЕФФ§НКЛЏЮТЖШToЃН95ЁцЃЌЙЬЛЏЮТЖШTpЃН145ЃЎ5ЁцвдМАКѓЙЬЛЏЮТЖШTfЃН175ЁцЁЃЫЕУїTS4613ЫљжЦБИЕФЗлФЉЗћКЯЕЭЮТЙЬЛЏЕФвЊЧѓЁЃ
2ЃЎ2 ХйЛЈАхЕФБэУцДІРэМАЭПзАбаОП
2ЃЎ2ЃЎ1 ИїжжЗНЗЈДІРэЕФЪдМўЩЯЗлЧщПі
ЂйгУ600ЃЃЩАжНЃЌЩАЙтЗНЯђЮЊзнЯђЃЌЩАЙтЪБМфЮЊ3minЃЌЖдХйЛЈАхНјааЩАЙтДІРэЃЛЂкгУФЅбЙЭЗзЊЫйЮЊ150rpmЃЌНјИјСПЮЊ36mmЃЏminЃЌЕЏЛЩбЙЫѕСПЮЊ0ЃЎ5mmЃЌЖдХйЛЈАхНјааЛњаЕФЅбЙДІРэЃЛЂлгУУоЛЈеКШЁЩйСПЕФ15ЃЅNaOHШмвКОљдШЕиЭПФЈгкХйЛЈАхЪдМўЩЯЃЌШЛКѓАбЪдМўЗХШыЮТЖШвбДяЕН180ЁцЕФИЩдяЯфжаКцдМ1ЁЋ2minЃЌШЁГіКѓРфШДБИгУЃЛЂмгУЫЂзгШЁЩйСПЕФАзНКОљдШЕиЭПФЈгкХйЛЈАхЪдМўЩЯЃЌШЛКѓАбЪдМўЗХШыЮТЖШвбДяЕН180ЁцЕФИЩдяЯфжаКцдМ5minЃЌШЁГіКѓРфШДБИгУЃЛЂнАбЪЏРЏОљдШЕиЭПФЈгкХйЛЈАхЪдМўЩЯЃЌДѓдМЭПФЈ1minвдКѓЃЌНЋЪдМўЗХШы100ЁцЕФКцЯфжаКц1minЪЙЪЏРЏШлШкЃЌШЛКѓШЁГіРфШДБИгУЃЛЂогУЫЂзгШЁЩйСПЕФ801НКОљдШЕиЭПФЈгкХйЛЈАхЪдМўЩЯЃЌШЛКѓНЋЪдМўЗХШы100ЁцКцЯфжаКц1minЃЌШЁГіРфШДБИгУЁЃЖдЩЯЪіИїжжЗНЪНДІРэЕФХйЛЈАхНјааЗлФЉЭПСЯОВЕчХчЭПЃЌИїЪдМўЩЯЗлЧщПіШчБэ2ЫљЪОЁЃ

ЫЂзгШЁЩйСПЕФАзНКОљдШЕиЭПФЈгкХйЛЈАхЪдМўЩЯЃЌШЛКѓАбЪдМўЗХШыЮТЖШвбДяЕН180ЁцЕФИЩдяЯфжаКцдМ5minЃЌШЁГіКѓРфШДБИгУЃЛЂнАбЪЏРЏОљдШЕиЭПФЈгкХйЛЈАхЪдМўЩЯЃЌДѓдМЭПФЈ1minвдКѓЃЌНЋЪдМўЗХШы100ЁцЕФКцЯфжаКц1minЪЙЪЏРЏШлШкЃЌШЛКѓШЁГіРфШДБИгУЃЛЂогУЫЂзгШЁЩйСПЕФ801НКОљдШЕиЭПФЈгкХйЛЈАхЪдМўЩЯЃЌШЛКѓНЋЪдМўЗХШы100ЁцКцЯфжаКц1minЃЌШЁГіРфШДБИгУЁЃЖдЩЯЪіИїжжЗНЪНДІРэЕФХйЛЈАхНјааЗлФЉЭПСЯОВЕчХчЭПЃЌИїЪдМўЩЯЗлЧщПіШчБэ2ЫљЪОЁЃ
ДгЭПФЄжЪСПЩЯПДЃЌгУ801НКДІРэЕФХйЛЈАхЭПФЄзлКЯадФмзюКУЁЃХйЛЈАхБэВуЕФ801НКФЄЃЌНЕЕЭСЫХйЛЈАхКЭОВЕчХчЧЙжЎМфЕФЕМЕчаЇТЪЃЌЫќЕФЩЯЗлСПгыЛњаЕФЅбЙКЭЩАЙтЯрБШЩдВюЁЃЛњаЕФЅбЙКЭЩАЙтЫфШЛЩЯЗлаЇЙћКУЃЌЕЋЪЧЭПФЄжЪСПВюЃЌВЛЪЪКЯВЩгУЁЃгУNaOHШмвКЁЂЪЏРЏКЭАзНКДІРэЕФХйЛЈАхВЛНіЩЯЗлТЪЕЭЃЌЖјЧвЭПФЄжЪСПвВВюЃЌ
2ЃЎ2ЃЎ2 ХйЛЈАхЗлФЉЭПзАЭПФЄадФмЕФЗжЮі
ФЭЫЎадВтЪдЃКАДееGBЃЏT1733Ѓ1993БъзМВтЪдЁЃЛЎИёЗЈИНзХСІВтЪдЃКАДееGBЃЏT9286Ѓ1998БъзМВтЪдЁЃ
ЦсФЄгВЖШВтЪдЃКАДееGBЃЏT6739Ѓ2006БъзМВтЪдЁЃ
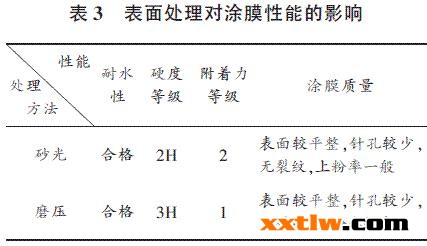
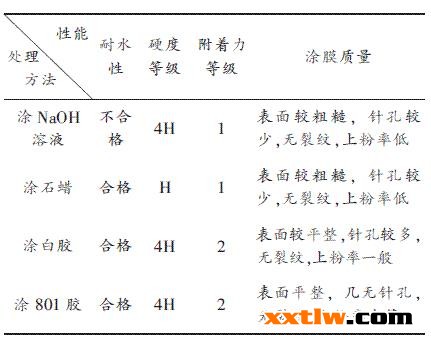
гЩБэ3ПЩжЊЃЌХйЛЈАхЛљВФБэУцЭП15ЃЅNaOHШмвКЕФЪдМўЃЌдкєШЛљаЭОлѕЅЗлФЉЙЬЛЏЙ§ГЬжаЃЌВаСєСЫвЛВПЗжЕФNaOHЃЌВаСєЕФєЧЛљгыОлѕЅЫљДјЕФєШЛљЗЂЩњСЫЗДгІЃЌЪЙЕУећИіЗлФЉЬхЯЕГіЯжСЫВЛЭЌЕФЙЬЛЏЫйЖШЃЌЕМжТЭПФЄДжВкЃЌдйМгЩЯЦфЧзЫЎЛљЭХДцдкНЯЖрЃЌЕМжТ15ЃЅNaOHШмвКДІРэЕФЪдМўОЙ§ГЃЮТНўХн24hКѓгаЦ№ХнЯжЯѓЃЌФЭЫЎадВюЁЃ
гЩБэ3ЛЙПЩвдПДГіЃЌЫљгаДІРэЗНЗЈЕФгВЖШЖМНЯИпЃЌЦфжаЭПЪЏРЏЕФЪдМўБэУцгВЖШзюЕЭЃЌетЪЧгЩгкРЏЕФБэУцеХСІКмЕЭЃЌдкЭПФЄЙЬЛЏЙ§ГЬжаЃЌРЏЛсЧЈвЦжСЭПФЄБэУцЃЌЕМжТЭПФЄБфШэЃЌгВЖШНЕЕЭЁЃ
ДгЦсФЄжЪСПЩЯПДЃКЭП801НКЕФЭПВуеыПзМЋЩйЃЌБэУцжЪСПвЊУїЯдКУгкЦфЫћДІРэЗНЪНЃЌетЪЧгЩгкХйЛЈАхБэУцЪЧИіВЛЦНећЕФЦНУцЃЌа§ЧаЪБЃЌДцдкИїРрЯИАћШчЕМЙмЁЂДѓУЋЯИЙмЁЂЯЫЮЌБЛЗжРыаЮГЩЕФАМЭЙВЛЦНЃЌЭП801НКЪБНЋНКЬюШыетаЉЗьЯЖжаЃЌНЋжЎЗтБеЃЌЪЙЗлФЉЭПСЯдкЙЬЛЏЪБгаКмКУЕФСїЦНадЃЌвђДЫФмЛёЕУСМКУЕФЭПФЄЁЃ
2ЃЎ2ЃЎ3 бљЦЗЕчзгЩЈУшЕчОЕЙлВь
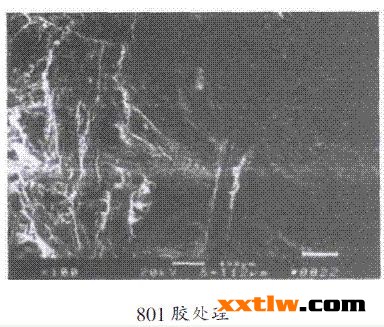
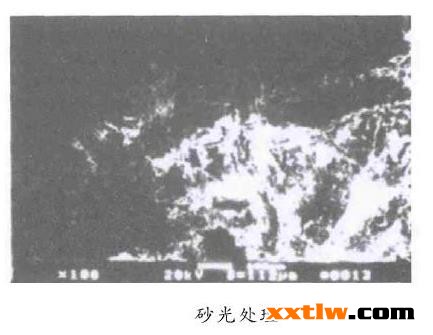

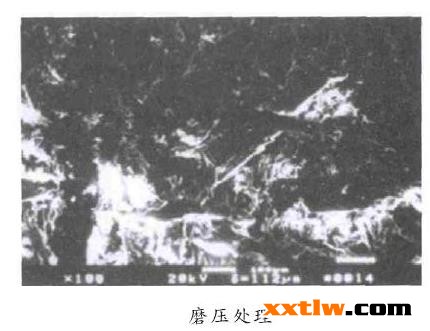
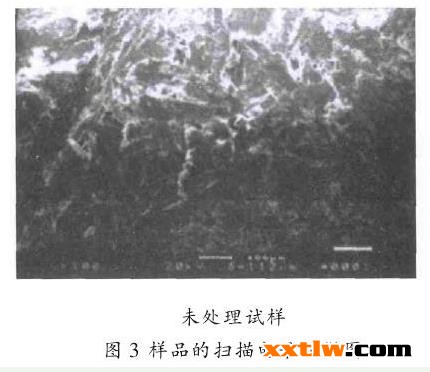
гЩЭМ3ПЩМћЃЌЮДДІРэЪдМўЕФБэУцОпгаМЋДѓЕФПеЯЖЃЌЧвАМЭЙВЛЦНЁЃЖјЦфЫќЕФИїжжДІРэЖМдквЛЖЈГЬЖШЩЯЗтБеСЫВПЗжПеЯЖЃЌБэУцУїЯдБШЮДДІРэЕФЦНећЁЃДгПеЯЖЖШРДПДЃЌ801НКДІРэЃМЩАЙтДІРэЃМФЅбЙДІРэЃМЪЏРЏДІРэЃМЮДДІРэЁЃвђДЫЃЌЭП801НКЕФБэУцЦНећЖШЪЧзюКУЕФЁЃ
3·ЭПФЄЩЯЗлСПЖдЪдМўгЁЛЈаЇЙћЕФгАЯь
НЋХйЛЈАхО801НКЭПФЄКѓЃЌКцИЩЃЌдйЖдЦфНјааЗлФЉХчЭПЃЌОЙ§вЛЖЈЪБМфЕФдЄЙЬЛЏжЎКѓЃЌЖдЦфНјаазЊвЦгЁЛЈДІРэЁЃЭПФЄЕФЩЯЗлСПЖдзЊвЦгЁЛЈЕФаЇЙћШчБэ4ЫљЪОЁЃ

ДгБэ4ПЩжЊЃЌЩЯЗлСПЖрЕФЪдМўвЛАугЁЛЈКѓЕФЭМАИНЯЧхЮњЃЌгЁЛЈећЬхаЇЙћКУЕФИХТЪИпЃЛЖјЩЯЗлСПЩйЕФЪдМўЦфгЁЛЈаЇЙћМИКѕЖМВЛРэЯыЁЃ
4·НсТл
ЃЈ1ЃЉЭЈЙ§DSCВюЪОЩЈУшСПШШЗЈЃЌМЦЫуГіСЫTS4613ЕФЙЬЛЏЮТЖШЮЊ145ЃЎ5ЁцЃЌЦфЙЬЛЏЮТЖШвЊдЖдЖЕЭгкОлѕЅЃЛЗбѕЦеЭЈаЭ180ЁцЕФЙЬЛЏЮТЖШЃЌПЩвдШЗЖЈTS4613жЦБИЕФЗлФЉЭПСЯЮЊЕЭЮТЙЬЛЏЗлФЉЭПСЯЁЃ
ЃЈ2ЃЉЭЈЙ§ЖдХйЛЈАхНјааВЛЭЌЕФДІРэЗНЪНЕФбаОПЃЌЗЂЯжОЙ§801НКДІРэЕФХйЛЈАхПеЯЖЖШзюЕЭЃЌБэУцЭПзАзлКЯадФмзюМбЁЃ
ЃЈ3ЃЉЭЈЙ§Жд801НКДІРэЕФХйЛЈАхНјаазЊвЦгЁЛЈЕФбаОПЃЌЗЂЯжЩЯЗлСПЖдзЊвЦгЁЛЈЕФаЇЙћгАЯьКмДѓЃЌЩЯЗлСПЖрЃЌгЁЛЈаЇЙћдНКУЁЃ





