一、金属粉末涂料的分类
金属粉末涂料涂膜呈金属光泽,具有绚烂的多色效应以及突出的保护功能,为汽车、家电、仪器仪表等高档工业品提供了绚丽多彩的外观装饰。目前金属粉末涂料的分类主要根据涂膜外观效果、金属颜料种类或涂膜的功能来进行。
根据涂膜外观的平整度可以分为平面型和纹理型两大类产品。根据涂膜的外观光泽效果可以将平面型金属粉末涂料分为高光泽、闪光(多彩、随角异色)、金属效应几类,闪光及金属效应类产品目前已推广应用到高级轿车的面涂上;根据涂膜外观的纹理效果可将金属粉末涂料分为锤纹、砂纹、斑纹几类。
根据金属颜料的种类划分。目前市场能在粉末涂料上广泛应用的金属颜料基本就是铝粉、铜粉和锌粉,主要有德国爱卡(ECKART)、舒伦克(SCHLENK),英国的五星行(Wolstenholme)以及国内少数生产厂家,人们习惯按使用金属颜料相应地将粉末涂料区分为银粉(Al)、金粉(Cu)和富锌粉(也称锌基涂料、Zn)。
根据涂膜的功能主要分为装饰性与防护性两类,装饰性产品有普通装饰性和高装饰性;防护性则有耐候性及防静电(导电)类产品。
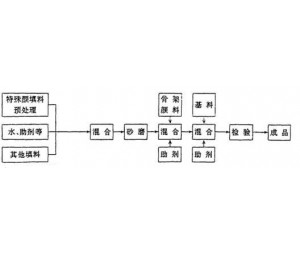
二、金属粉末涂料的生产工艺
粉末涂料涂膜金属效果的形成是通过加入金属颜料来实现的,加入的方式主要有两种:熔融挤出法和干混法,在实际生产中二者工艺又进行了不断的改进与完善。
2.1熔融挤出法
刚开始的金属粉末涂料基本是采用熔融挤出法进行生产的,与传统粉末涂料的生产工艺类似,在各种粉末涂料的原料中增添了金属颜料,然后高速预分散、熔融挤出、压片破碎、磨粉筛分,制得成品。该法工艺简便,金属颜料与粉末基料达到充分的混合与黏结,但由于工艺过程中存在着高温(130℃)挤出、高剪切粉碎,造成金属颜料表面的部分氧化、粒片变形或被粉碎,造成涂膜外观金属颜色灰暗甚至无金属效果。
为了提高涂膜外观效果,金属颜料生产商改进了颜料生产工艺,生产过程中采用惰性气体保护,对金属颜料粒子表面进行覆膜保护处理,显著提高了金属颜料耐高温耐腐蚀的能力;粉末制造商则在研磨成的粉末中再加入少量的金属颜料,然后进行简单干混处理,达到改进产品外观效果的目的。虽然各方都采取了努力,但最终适宜该法生产的只有少量金属粉末涂料产品,如闪光粉末涂料(微闪银效果)、锤纹粉末涂料。
2.2热混工艺
初期的干混生产工艺就是将金属颜料加入预先加工好的粉末状的基料中,使用高速混合设施进行充分混合分散后成为成品,该法的优点可以将金属颜料很好地分散而不破坏颜料粒子的形状,颜料片的漂浮与定向能力得到充分发挥,涂膜的金属效果突出。其明显不足是金属颜料粒子与基料粉末粒子两者的物性(如密度、形状)差别较大,且二者没有黏结吸附,在流化、喷涂带电、静电吸附的过程中产生分离,造成涂膜外观色泽不一,回收粉因金属颜料含量明显增加而难以回收再使用,普遍还存在喷枪枪头积粉、放电击人、烧枪等其他问题。
上述问题促进了干混设备与干混工艺的改进与完善,针对颜料片与基料粉末颗粒分离的问题,技术人员开发了加热混合(热混技术也称邦定技术)的生产工艺,就是将金属颜料与粉末基料加入混料罐(釜)中,往夹套中通入热水或热油对罐(釜)体加热,边混合分散边对材料进行加热,同时采用惰性气体保护措施,在一定的温度下(50~60℃)粉末基料粒子表面逐渐软化并与金属颜料片产生黏附,黏结一定时间后,将物料冷却至常温,然后进行粉体处理,筛分即得成品。因材料系统有别,不同厂家采用的热混工艺与热混设备有不同,但热混制得的金属粉末涂料产品其涂膜外观效果都有显著改善。
目前热混工艺逐渐臻于成熟,能生产出众多的金属粉末涂料产品,涂膜装饰效果五光十色,应用的范围十分广泛,市场上的销量与日俱增。
三、金属粉末涂料的基本配方设计
金属粉末涂料配方设计涉及的因素很多,主要有产品金属色泽(金属颜料品种)、涂膜美术效果(平面或纹理)、生产工艺(挤出或干混)、固化条件(烘箱或烘道、常温或高温喷涂),上述任一条件的变化都需要对原有配方进行重新设计,一些关键助剂的取舍与用量大小也显著影响着涂膜的外观效果。在此介绍一下热混工艺的金属粉末涂料的基本配方。热混工艺的金属粉末涂料有个共同特点,就是配方设计分为两个部分:基料配方与干混配方。基料配方主要是树脂、固化剂、流平剂、普通颜填料、常用助剂等,根据产品要求进行材料品种的取舍及用量的调整,有高光类基料、斑纹基料、砂皱基料,将基料部分的原料按配方要求称取后进行高速预分散、熔融挤出、压片破碎、磨粉筛分,制得基料粉末。干混配方是将金属颜料和各种助剂与基料粉末按比例设计,生产时按配比称取物料,按各类产品设计的工艺参数和流程进行投料、混合、加热、黏结、冷却、粉体处理及筛分等生产操作。
由于该类工艺生产的金属粉末涂料品种众多,仅选择目前用途较广的高光类、效应类、斑纹类、砂纹类进行介绍。
高光类产品基料配方与常规的高光粉末产品配方相比,只是在颜填料的用量上有些区别。在基料配方中可以添加一定量的颜填料并能保证涂膜良好的镀铬效果,另外为提高金属漂浮效果,基料中还可以加入黏度调节剂,如701增亮剂、W-1等;干混配方中一般只有一种金属颜料,要求漂浮性能优异,如爱卡的ChromaluxⅣ、PC100。
效应类产品与高光类产品比较,只是基料配方可以设计得更加多样化,其借助花色多、成本低、质量稳定的优势占据了主要的金属粉末涂料应用市场。
斑纹基料配方中最明显的特点是没有流平剂。其中基料黏度的调节十分重要,因为控制黏度有利于金属颜料的上浮也有利于斑纹剂发挥扩散作用,从而获得满意的斑纹效果。另外由于斑纹的凹凸效果造成凹处涂膜厚度较薄(30~50μm,个别处20μm以下),极易产生露底现象,基料中颜料应为常规用量的2~4倍,这样才能保证凹处涂膜的颜色与整体一致。笔者根据自己多年来设计、生产与应用的研究经验,总结认为产品斑纹效果的设计首先要依据产品使用者的涂装条件(包括喷室条件、固化条件以及产品的最终使用环境条件),来确定基料与干混的基本配方构架,如:树脂类型(户内或户外)、金属颜料品种(Al、Cu)、基料黏度要求(颜填料品种与数量、黏度调节助剂),再根据纹理大小与厚度要求去确定金属颜料的用量、基料中颜填料用量、斑纹剂的粒度与用量、表面固定剂的用量,试验确定初步配方,然后再根据干混生产工艺调试,进行物料用量的精确调整,最终确定产品配方。在以后的重复生产过程中,会遇到材料批次的变换甚至是不同厂家的材料,此时只要认真地分析材料的变化趋势,预测涂膜纹理的变化情况,调节斑纹剂、表面固定剂及金属颜料三者的用量,基本上就可以将纹理效果调节与原来一致。